Design engineers are always looking for ways to push performance and efficiency. This can produce geometry which is challenging to machine and one of the first questions the manufacturing team needs to answer is, “Can we make this?” There are many factors at play here, such as machines, tools, processes, material, and the geometry itself, that come together to decide capability and feasibility. And sometimes very subtle changes in geometry can lead to massive improvements in manufacturability.
When it comes to 5-axis milling specifically, it is critical to determine if the tool can reach and cut all the surfaces that need to be machined. For some parts, this is trivial but for others just answering this seemingly simple question can take hours or days. This is particularly true of integrally shrouded impellers. Shrouded impellers have aerodynamic benefits by reducing inefficiencies caused by the gap between the tip of the blade and the shroud you would see on a traditional impeller, but they can be quite challenging to manufacture. One process for making these is to make the impeller and the shroud separately and braze them together. This can make the machining easier, but can lead to a more complex supply chain, structural issues, and low yields. Machining the part from a single piece can solve these problems but causes many challenges in fitting the tool into the cavity for milling. Depending on the geometry, it might be impossible to machine/mill them with a standard end mill.
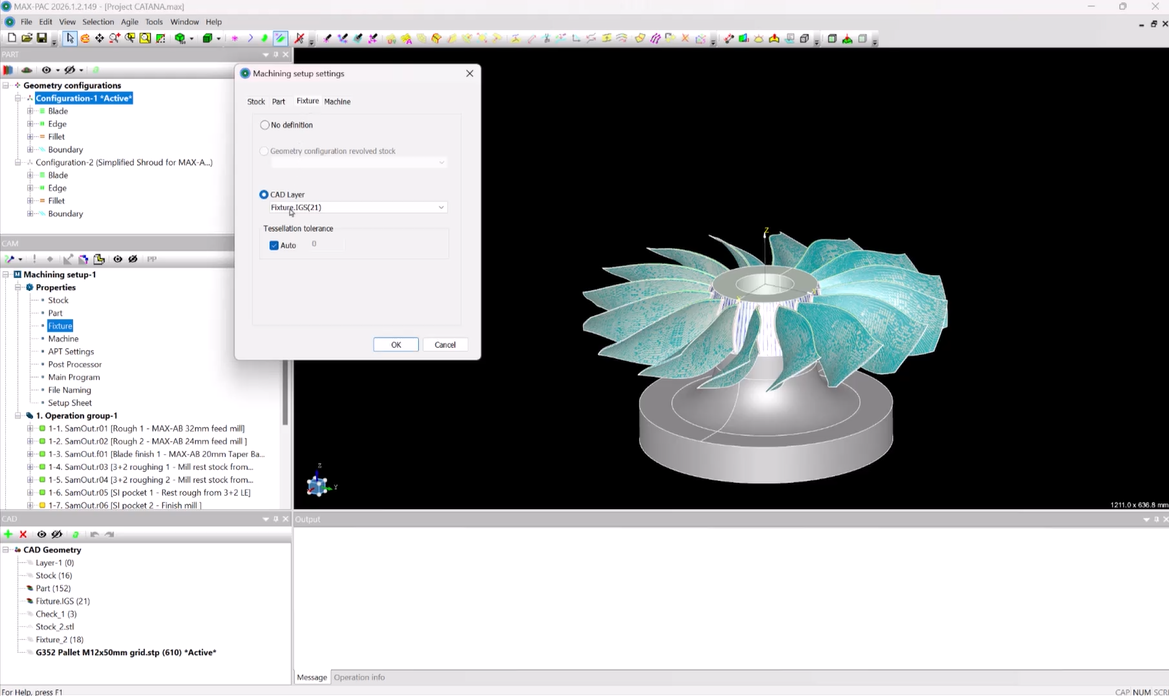
So how do we answer this question? Let’s look at some techniques for assessing manufacturability in MAX-PAC™, Concepts NREC’s CAM system with advanced collision avoidance which is essential for machining turbomachinery components.
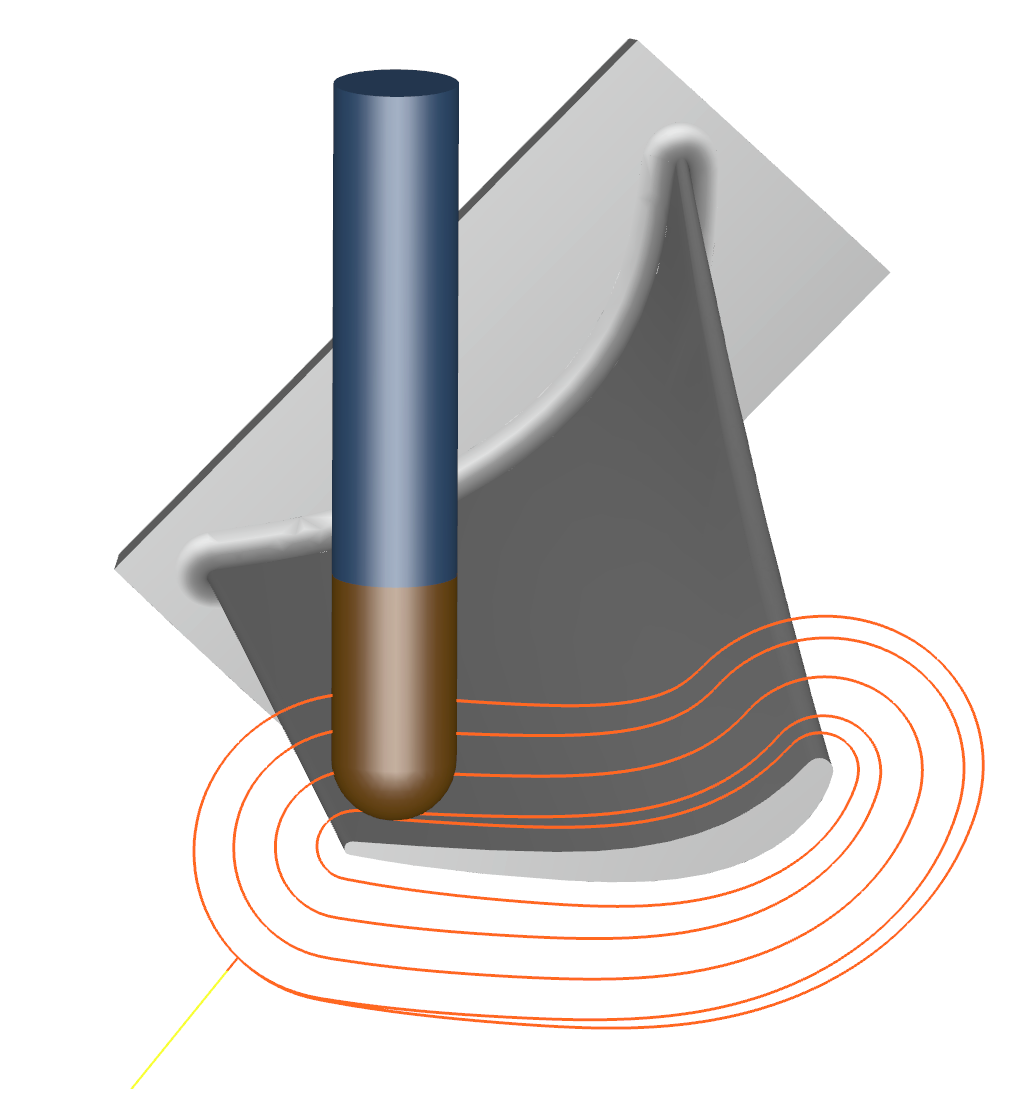
The first step is a visual check. Using a tool with no shank on it, you can make a simplified toolpath and run it down the fillet until it starts to disappear behind the curvature of the flowpath surfaces.

The tool reach from the leading edge. The center of the tool is clearly visible.
Then turn the part around and look from the opposite opening of the cavity.

The tool reach for the same point from the trailing edge. The center of the tool is still visible, so this pass passes the reach test.
If you can see the whole tool ball from both ends, then standard tooling should work for the part. However, even if part of the ball is obscured you can still use “lollipop” tooling that has reduced shaft diameter. As long as you can still see the center of the sphere, this means you can theoretically reach this point from each side. The distance between the center of the tool and the adjacent wall will determine your maximum neck/shank radius. You would want to repeat this process for any areas of concern and while this can vary from part to part, checking at the fillets is a good starting point. It is also important to allow for a small amount of overlap between the leading-edge passes and the trailing edge passes. This allows to add a blend/ramp which will prevent a step or mismatch between the two toolpaths.

Tool reaching same location from lead and trail edge
If you can’t find a location where the center of the sphere is visible from both sides, then the part is not manufacturable, even with a lollipop tool. Time to go back to the design team and make some adjustments or look at alternate manufacturing methods.
The next step is sizing the tool to find the right balance of rigidity and clearance. One method that can be helpful here is to start with a very small shank size and gradually increase the shank until MAX-PAC can no longer find a collision-free solution. This can be done as a single radius for the entire shaft or as a profile adjusting the radius at multiple points along the length of the shank. When defining an operation’s tool, MAX-PAC has an auto-select option that will select the largest tool from a library that can fit for a given toolpath. If you build up the auto-select library so the algorithm has many options to choose from, this step can be more hands-off, though it can take some time to calculate depending on how demanding the part is.
One thing that can be counterintuitive is that when using lollipop tools, sometimes using a bigger ball can provide better clearance/access because it lets you increase the shank size for rigidity while maintaining an adequate ball-to-shank ratio for tool clearance.
MAX-PAC’s collision avoidance algorithm solves in both the tilt and roll directions which allows us to find solutions that other software systems cannot. We also consider the holder when solving for safe positions, which can be critical on shrouded parts where the tool sometimes must lean very close to the part and the leading and trailing edges. We recently added a new feature that lets you add additional reference surfaces to consider during collision avoidance, which can be used to include fixture surfaces or additional areas of the part that are not included in the flowpath definition. This helps reduce the number of iterations between making toolpaths and downstream verification steps.
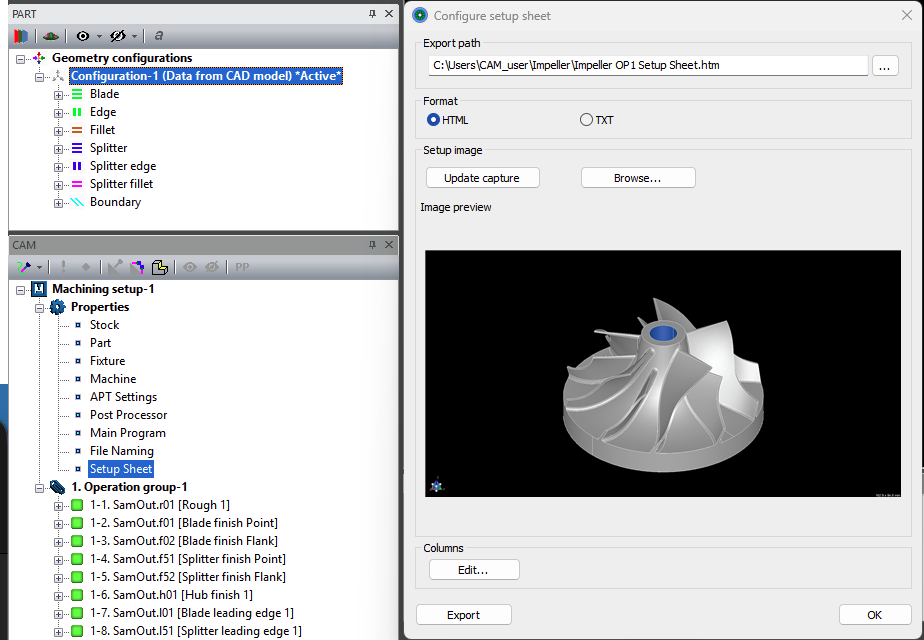
After you have a theoretically safe toolpath it is important to verify it, and MAX-PAC has a couple of simulation tools that are very helpful here. Material Removal Simulation (MRS) can be used to take a closer look at stock and material conditions throughout the toolpath. The collision avoidance is calculated relative to a static set of clearance parameters, but the true stock condition changes throughout the entire toolpath. In addition, the clearances for shrouded parts can be so small that even a larger-than-expected cusp height can cause the shank of the tool to rub and lead to tool deflections or breakage. MRS will help you identify any of these problem areas by color coding the cut move red. Once it is identified you can adjust the toolpath parameters to remove the collision.
We also offer machine simulation as an additional validation tool. Our avoidance algorithm takes the tool and its holder into account, but on challenging parts with tight clearances, the other machine components such as the spindle, table, or fixture can come into play. Running the toolpath through machine simulation can serve as a final check to identify any collisions between all the components in the machine and setup. This is especially helpful early in the process for feasibility checks and fixture/tooling design as it allows you to quickly iterate and lets you spot any major issues very early in your process without the need to set up a secondary verification tool.
We welcome your questions and comments here or contact us at info@conceptsnrec.com.