The guiding principle behind Concepts NREC’s Computer-Aided Manufacturing (CAM) software, MAX-PAC, is to simplify the task of creating efficient milling toolpaths for turbomachinery. Since we are also users of MAX-PAC in our manufacturing facility, we see first-hand how new features and functionality impact day-to-day operations. This was true with the release of our powerful 3+2 Roughing Module. After a year of using it, our machinists were amazed at the results. In almost every instance, they saw a 50% reduction in roughing cycle times, compared to the way they were doing 5-axis roughing. Wow!
Turbomachinery components usually use a mixture of 3+2 and 5-axis roughing, followed by 5-axis finishing. When performing the 3+2 machining, we fix the two rotary axes while the three translation axes drive the motion of the tool, so the tool orientation is fixed relative to the part. The continuous 5-axis milling has all five axes of the machine moving at once - three translation axes and two rotary axes. This allows the cutting tool to have a continuously varying orientation relative to the part.
Locking the rotary axes allows our linear axes to break free of the potential constraints of simultaneous 5-axis motion. Linear axes are likely to have faster acceleration/deceleration rates and can usually achieve faster feed rates than rotary axes, especially on older machines. The cutting feed is then limited by the speed of the rotary axes. In our shop, 3+2 roughing has allowed us to make more use of a large older machine that isn’t suitable for high-speed 5-axis motion.
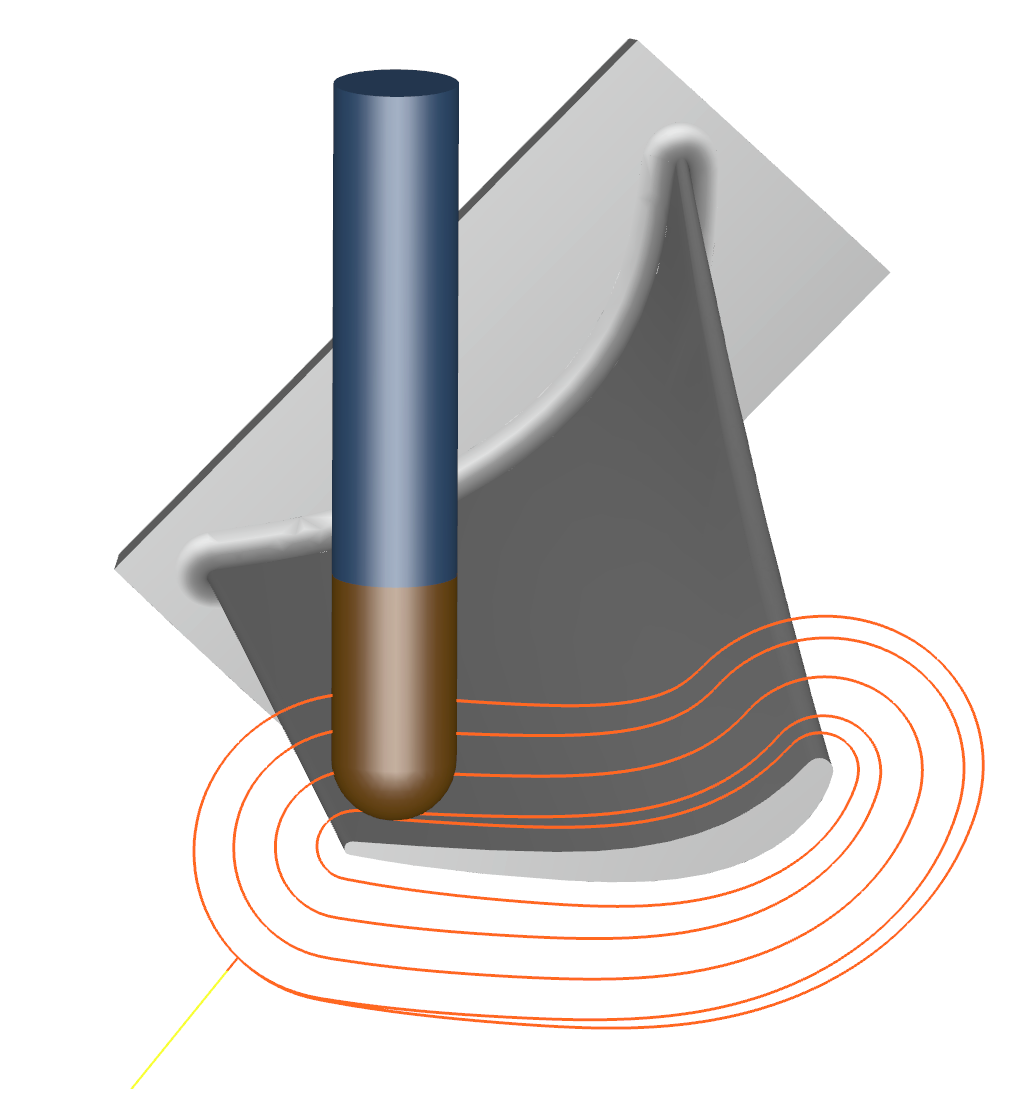
Another key advantage of 3+2 roughing is the savings in tool costs. Clamping the rotary axes adds to the rigidity of the setup, reducing vibrations that lead to tool breakage. The toolpath layout also improves tool life. With 3+2, each roughing level is in a plane perpendicular to the tool. This creates stable cutting conditions which can be difficult to achieve with 5-axis motion. MAX-PAC’s 3+2 Roughing Module can also adaptively manage the tool load, continuously adjusting the stepover of the path, to keep the amount of material taken by each move within a specified limit. Using these techniques, standard tooling can be used, and tool life is improved, which drives down tooling costs dramatically. This is especially true in hard materials like Inconel.
Here is a short video of the 3+2 Roughing Module in action from computer screen to milling machine:
It is important to note that with 3+2 machining, you might lose some of the advantages of 5-axis machining. A turbomachinery component may require several 3+2 operations to fully rough the part, each with a different tool orientation. This adds transition time, extra programming complexity, and can leave uneven rest stock. However, for the right application, 3+2 roughing can have some big advantages, like slashing roughing time in half.