The primary options for laying out an impeller (i.e. flank milled versus point milled, open versus covered impellers, integral versus welded shrouds) determine the basic manufacturing process (see Manufacturing Methods Used for Turbomachinery for more info). Beyond the basic layout, there are several other details of the design that can significantly affect manufacturability. They include:
-
Minimum passage width - Usually the narrowest point is at the hub level and that requires long and slender milling tools, and consequently, slower metal removal rates. The minimum passage width is determined by the blade count and the minimum radius at the hub contour. While the minimum width is a good indicator, it is best to make a comprehensive, three-dimensional check to determine if feasible tooling can access all points in the flow path.
-
Blade height - Taller blades require longer tools which cannot cut as quickly since they are more prone to deflection. Increasing blade height adds to the surface area that must be milled and adds to the total volume of material that must be removed. Blade thickness relative to height is also a factor. Tall, thin blades can deflect during milling, particularly with the forces of flank milling. This can give inaccurate results unless improvement measures are taken, such as additional pre-finishing operations or compensating for the deflection. Poor surface quality due to chatter can also result from thin blades.
-
Fillet radius - Smaller fillets are generally more desirable, aerodynamically, but less desirable structurally. Smaller fillets add milling time, because smaller tools are required; a ball tool with a radius no larger than the smallest fillet radius must be used. Variable fillets can be used to locally adjust the root radius, but this requires extra milling time with smaller tools and multiple passes.
-
Trailing Edges - Blunt edges are generally easiest for production, since no milling operation is needed. Rounded edges can be simple or defined in a more complex fashion with elliptical shapes, and variable radii and eccentricity across the span. Flank milled parts are best produced from edges whose ruled surfaces are smooth and continuous with the sides of the blade. This allows the sides and edge to be cut in one continuous flank milling pass.
-
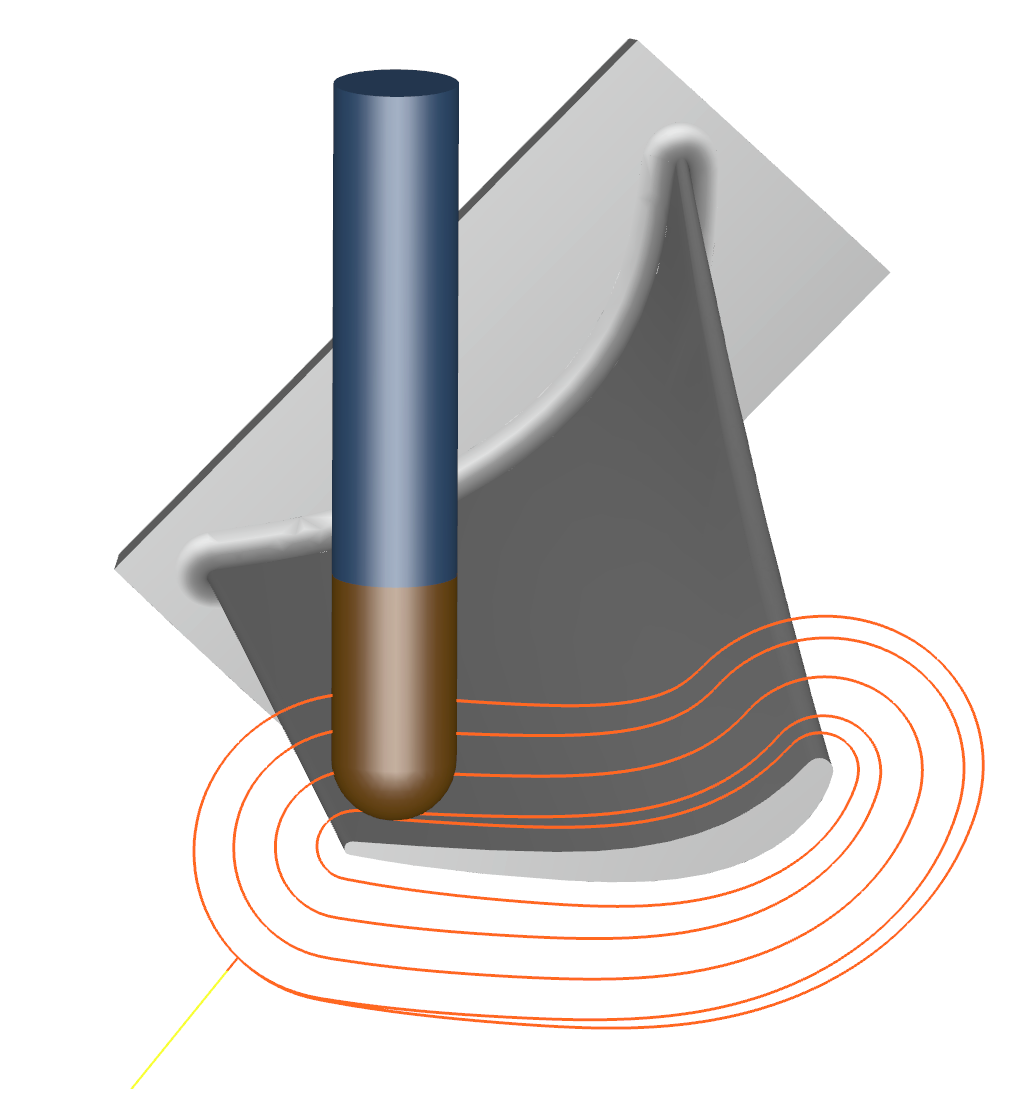
Ruled Element - If a ruled surface blade has a rounded edge that cuts across the side rulings, a non-ruled edge results, which requires many point milling passes to form (see the figure). If the edge is not significantly swept, it can be redesigned as a ruled edge with little deviation. Note that forcing the side rulings to suddenly align with the edge can result in unstable machine motion and a poor flank milled result. If this is the case, cutting independently of the edge achieves a smoother distribution of rulings. Varying the eccentricity of the ellipse on the leading edge can also be an effective method of improving edge alignment.


SIDE RULINGS POORLY ALIGNED WITH LEADING EDGE ELEMENTS (LEFT)
AND WELL-ALIGNED (RIGHT)
Swept edge construction is often used on splitter leading edges. This has the benefit of removing the thin tip of the blade that poses difficulty during milling and generating a smoother overall tool path. In general, the aerodynamic effects are limited if inlet and exit blade angle distributions are maintained. However, three-dimensional shape parameters, such as passage area, can shift and potentially affect characteristics such as choke margin and vibration frequency.

RULED ELEMENTS ALIGNED WITH THE SPLITTER LEADING EDGE (LEFT) AND A SWEPT SPLITTER EDGE WITH IMPROVED TOOL ORIENTATION (RIGHT)

EFFECT OF RULED ELEMENT ALIGNMENT
OF A COMPRESSOR DESIGN ON PASSAGE AREA

EFFECT OF RULED ELEMENT ALIGNMENT
OF A COMPRESSOR DESIGN ON VIBRATION FREQUENCY
-
Riblets – These grooves left, after machining with a ball-end tool, vary in size, based on the tool width and path. The effect of riblets on drag has been the subject of many papers and presentations. The key takeaway is that thoughtful design can, in some cases, actually slightly increase the efficiency of the impeller. These improvements have been documented near the design point where the flow is generally aligned with the groves. The effects of the cusps at off-design conditions, where significant cross flows are more likely is unknown, but somewhat similar structures have been used in casing treatment to control stall.
The critical dimension in determining optimum peak height is the relative depth of the boundary layer. Peak heights on the same length scale as the viscous sub-layer have been determined to give optimum results. CFD analysis can be used to quantify the expected boundary layer depths to determine what the optimum cusp heights should be. Be very careful in laying out these structures, since the beneficial effects are generally modest, and the pathological effects can be severe if they are too large.
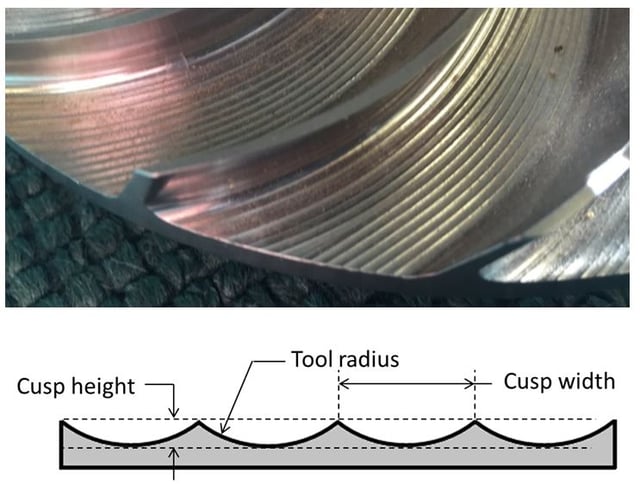
RIBLETS ON THE HUB SURFACE RESULTING FROM A ROUNDED END MILL
So – how long is it actually going to take to machine your part on a 5-axis machine?
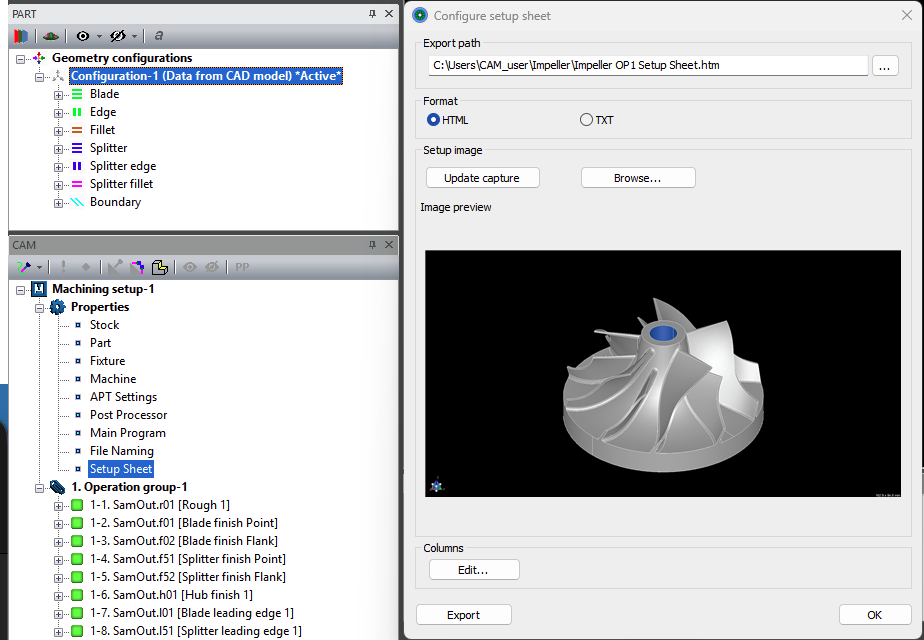
Estimated machining times can be calculated using a combination of primary rotor geometry parameters. These estimates need to be calibrated with actual production information from the shop floor and can vary from one place to another. The equations used are generally straight forward, but require an extensive database of real cutting times. Obviously, these can vary based on the resources available and experience level of the workforce. For this reason, these methods are usually highly customized and are generally proprietary in nature. The figures below show actual examples of estimation utilities developed for this purpose.

EXAMPLES OF SPREADSHEET METHODS FOR ESTIMATING CUTTING TIME FOR FIVE-AXIS MACHINING
What about Additive Manufacturing?
Despite the strong interest, there are still a huge number of practical issues that need to be resolved before additive manufacturing can be widely used in many turbomachinery applications. These issues include: residual stress levels, dimensional accuracy, and resulting material properties. The overall quality and tolerance of the finished product is also a concern, since they are usually not smooth enough for primary flow path regions. To resolve this, an additional conventional (subtractive) manufacturing process is usually needed to achieve an adequate surface finish. In short, additive manufacturing, while promising, is not going to completely replace conventional methods anytime soon. Conventional manufacturing methods offer too many advantages, at least that is, for conventional parts.
The real advantage of additive manufacturing is its ability to generate parts that cannot be made with conventional methods. New software, new analytical methods, and new design paradigms are needed to fully unlock the potential for additive manufacturing. Concepts NREC is working on additive manufacturing for several clients and is incorporating the knowledge gained into our products and services.

RADIAL TURBINE (LEFT) AND AXIAL TURBINE BLADE (RIGHT) PRODUCED BY ADDITIVE MANUFACTURING, (COURTESY OF Fraunhofer ILT, Aachen, Germany, and DMG Mori co. ltd)